|
|
 |
|
|
MICRO LATHE ATTACHMENT INSTRUCTIONS
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
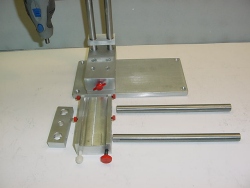
STEP 1: DISASSEMBLE THE X TABLE, AS SHOWN. NOTE; YOU MAY LEAVE THE DIALS AND SCREW IN, ALTHOUGH IT WORKS BETTER WITHOUT THEM.
|
|
|
|
NOTE: SHOWN WITH THE OPTIONAL 12 RODS
|
|
|
|
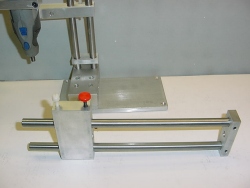
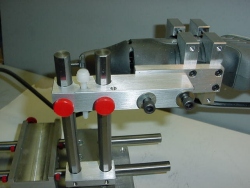
STEP 2: LOCATE AND INSERT THE RODS INTO THE X TABLE AND FACE PLATE. HAVE THE LOCK AND GIB KNOBS FACING YOU AS SHOWN. IMPORTANT: THE SET SCREWS ON THE FACE PLATE NEED TO BE ON THE BOTTOM INSTEAD OF THE TOP. ALSO MAKE SURE THE LONG FLAT ON THE ROD FACES THE KNOBS ON THE X TABLE.
|
|
|
|
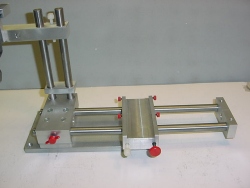
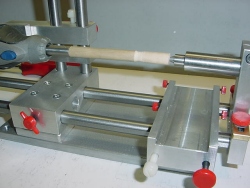
STEP 3: INSERT THE UNIT IN THE BASE AS SHOWN ON THE RIGHT SIDE OF THE UNIT. THIS IS VERY IMPORTANT. THE LATHE NEEDS TO BE TURNING COUNTER CLOCKWISE, ALWAYS.
|
|
|
|
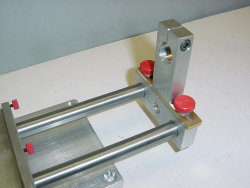
STEP 4: LOCATE THE BRASS AND ALUMINUM TAIL STOCK, AND THE 2 RED KNOB SCREWS AND NYLON WASHERS. PLACE THE TAIL STOCK ON THE FACE PLATE AS SHOWN, USING THE NYLON WASHERS ON TOP OF THE BRASS PLATE UNDER THE RED KNOBS. DO NOT TIGHTEN YET.
|
|
|
|
STEP 5: LOCATE THE 2 PIECE LIVE CENTER SHOWN IN PHOTO.
|
|
|
STEP 6: INSERT THE LIVE CENTER INTO THE TAIL STOCK AND TIGHTEN, AS SHOWN IN THE PHOTO.
|
|
|
|
STEP 7: LOCATE THE SWING ARM AND CLAMP ASSEMBLY. ATTACH THE SWING ARM TO THE Z ARM AS SHOWN. THE NEWER UNITS HAVE 2 SCREW HOLES IN THE Z ARM AND THE SWING ARM. THE OLDER UNITS ONLY HAVE 1. BOTH WILL WORK. LEAVE THE SWING ARM A LITTLE LOOSE, AND SQUARE THE MOTO TOOL WITH THE X TABLE. THEN TIGHTEN
|
|
|
STEP 8: LOCATE THE THE PIN DRIVER, AND THREAD IT ON THE MOTO TOOL. TIGHTEN WITH A SMALL WRENCH OR PLIERS. IF YOU MARK IT OR PUT A BURR ON THE ROUND PART, LIGHTLY FILE OR SAND UNTIL THE BURR IS EVEN WITH THE SURFACE.
|
|
|
|
FINDING CENTER
|
|
|
|
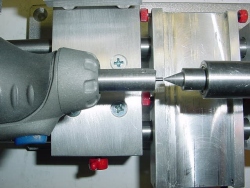
STEP 9:LOOKING FROM THE TOP VIEW. BRING THE TAIL STOCK UP TO THE MOTO TOOL WITH THE DRIVER IN PLACE. SLIDE THE TAIL STOCK FROM SIDE TO SIDE UNTIL THE TIP OF THE DRIVER AND THE CENTER ARE POINT TO POINT. NOW TIGHTEN THE THE LOCK ON THE BASE, SO THE RODS ARE IN THE LOCKED POSITION. MAKE ANY ADJUSTMENT NEEDED TO THE TAIL STOCK TO BE ON CENTER.TIGHTEN AND LOCK DOWN THE TAIL STOCK WITH THE KNOBS.
|
|
|
|
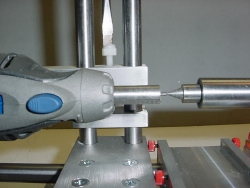
STEP 10:LOOKING HEAD ON, OR SIDE VIEW. MAKE SURE THE WHITE NYLON SCREW IS RESTING ON THE SMALL PLATE (BACKGROUND). USING A SLOTTED SCREW DRIVER ADJUST THE HEIGHT OF THE MOTO TOOL AS SHOWN. WHEN THE 2 POINTS ARE TOUCHING AT THE SAME HEIGHT, YOU SHOULD BE ON CENTER. TIGHTEN AND LOCK THE Z BAR. IMPORTANT: CHECK AND RECHECK YOU ARE ON CENTER, AND THESE COMPONENTS ARE FIRMLY LOCKED.
|
|
|
|
STEP 11:PREPARING A WORK PIECE. FIND THE CENTER OF YOUR WORK PIECE, SQUARE OR ROUND.DRILL A 1/16 HOLE AT ONE END. IT IS IMPORTANT TO BE ON CENTER. AT THE OTHER END OF THE PIECE DO THE SAME, BUT DRILL A BIGGER HOLE. 1/8 IS GOOD, BUT A SLIGHTLY LARGER HOLE IS OK. DONT EXCEED THE DIAMETER OF THE LIVE CENTER CONE HOWEVER.
|
|
|
|
STEP 12: USING A SAW BLADE, MAKE A SMALL CUT ON THE CENTER LINE ABOUT 3/32 OR A LITTLE MORE DEEP, TO FIT THE DRIVER. THIS MAY TAKE A LITTLE PRACTICE, AND YOU MAY WANT TO PREPARE SEVERAL PIECES AT ONCE. ALSO YOU CAN USE OUR MANDREL AND SAW BLADES IN COMBINATON WITH THE MACHINIST VISE, ON THE ACRA MILL. THIS MAKES IT EASY TO GET AN ACCURATE SLOT EVERYTIME.
|
|
|
|
STEP 13: FIT YOUR WORK PIECE ON THE DRIVER, MATCH UP THE 1/16 th HOLE, AND THE SLOT. PRESS THE PIECE ON SO THAT IT REST FLAT AGAINST THE DRIVER.
|
|
|
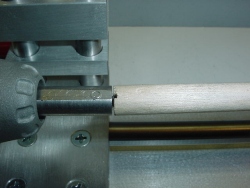
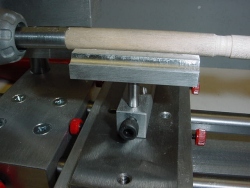
STEP 14: SLIDE THE TAIL STOCK UP TO YOUR WORK PIECE AS SHOWN. PUSH THE TAIL STOCK AND THE LIVE CENTER TIGHT AGAINST THE WORK PIECE, AND LOCK THE RODS AT THE BASE TIGHTLY.
|
|
|
|
|
|
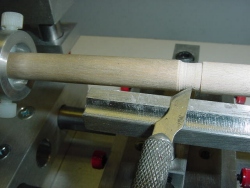
STEP 15: SLIDE THE X TABLE INTO THE APROXIMATE POSITION UNDER YOUR WORK PIECE YOU WANT TO WORK. LOCATE THE TOOL PLATE, TOOL REST AND BRACKET. INSERT THE TOOL PLATE IN THE NORMAL MANNER ON THE X TABLE. FASTEN THE TOOL REST BRACKET TO THE TOOL PLATE USING ANY COMBINATION OF HOLES. INSERT THE TOOL REST IN THE BRACKET, AND BRING IT UP TO YOUR WORK PIECE. POSITION THE TOOL REST A LITTLE BELOW CENTER. TIGHTEN THE 4 LOCKS ON THE TOOL PLATE, THE TOOL REST, THE BRACKET, AND THE X TABLE. NOTE: AT THIS POINT EVERYTHING THAT CAN BE LOCKED, SHOULD BE LOCKED TIGHTLY.
|
|
|
|
|
|
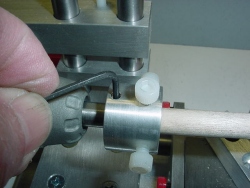
SLIDE THE JAW FOREWARD OVER THE WORK PIECE. TIGHTEN THE SET SCREW ON THE FLAT OF THE DRIVER.
|
|
|
|